إن عملية إنتاج الأجزاء المشكّلة آليًا من البولي إيثيلين فائق الوزن الجزيئي (UHMWPE) تتضمن تقنيات متخصصة بسبب الخصائص الفريدة للمادة - الوزن الجزيئي العالي للغاية والتدفق المنخفض للذوبان والمقاومة العالية للتآكل. وفيما يلي تفاصيل عملية التصنيع خطوة بخطوة:
1. اختيار المواد والتشكيل
- المواد الخام: يتم توفير UHMWPE على هيئة صفائح أو قضبان أو كتل مصبوبة بالضغط (حيث لا يمكن صهرها وصبها بالحقن مثل البولي إيثيلين عالي الكثافة).
- طرق تصنيع الفراغات:
- القولبة بالضغط: يتم تسخين مسحوق UHMWPE وضغطه في صفائح أو كتل تحت ضغط عالٍ.
- قذف الكبش: تُستخدم لإنتاج قضبان أو أنابيب عن طريق إجبار البولي إيثيلين عالي الكثافة UHMWPE المذاب على القالب.
2. تصنيع أجزاء UHMWPE UHMWPE
نظرًا لما تتميز به من لزوجة عالية وموصلية حرارية منخفضة، يتطلب البولي إيثيلين عالي الكثافة واللدائن UHMWPE تقنيات تصنيع آلي محددة:
A. التقطيع والنشر
- الأدوات: الشفرات ذات الرؤوس الكربيدية أو الفولاذ عالي السرعة (HSS) مع حواف حادة ومصقولة (لمنع التصاق المواد).
- الأساليب:
- المناشير الشريطية / المناشير الدائرية - لقطع الألواح أو الكتل الخشنة.
- القطع بالنفث المائي - مفضل للأشكال المعقدة (بدون توليد حرارة).
- القطع بالليزر (استخدام محدود) - ممكن ولكن قد يتسبب في ذوبان موضعي.
B. الحفر والطحن
- متطلبات الأداة:
- زاوية الانحناء المنخفضة (لتقليل الاحتكاك).
- سرعة قطع عالية مع معدل تغذية منخفض (يمنع تشوه المواد).
- التبريد: يوصى بالتبريد بالهواء أو الماء لتجنب السخونة الزائدة.
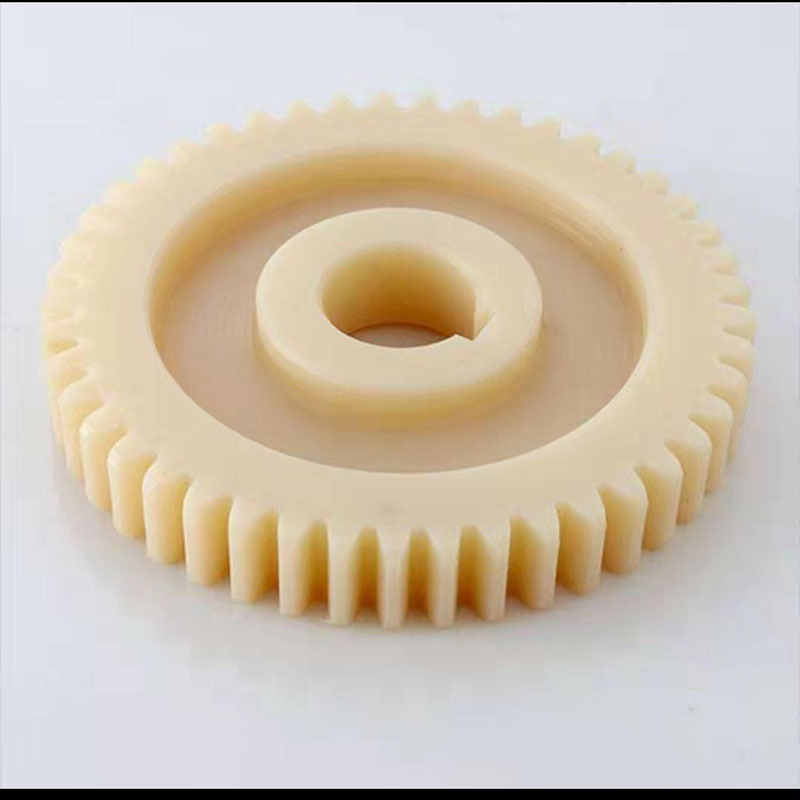
C. الخراطة (أعمال المخرطة)
- تستخدم لإنتاج الأجزاء الأسطوانية (مثل البطانات والبكرات).
- نصائح للأدوات: إدخالات كربيد بحواف حادة لتجنب "تكدس" المواد.
D. التصنيع الآلي باستخدام الحاسب الآلي الرقمي
- مناسبة لـ الأجزاء عالية الدقة (مثل الغرسات الطبية وشرائط التآكل).
- الاعتبارات الرئيسية:
- تقليل تراكم الحرارة إلى الحد الأدنى (يمنع الالتواء).
- استخدم قواطع حادة ومصقولة (يقلل من النتوءات).
3. عمليات التشطيب
- إزالة الأزيز: تشذيب يدوي أو تقليم يدوي لإزالة الحواف الحادة.
- تنعيم السطح:
- الصنفرة (مع مواد كاشطة دقيقة الحبيبات).
- التلميع (للتطبيقات منخفضة الاحتكاك).
- معالجة اللهب (اختياري): يحسن الالتصاق من أجل التثبيت/الدهان.
4. مراقبة الجودة والاختبار
- فحوصات الأبعاد: التأكد من استيفاء التفاوتات المسموح بها (يمكن أن يتمدد/يتقلص البولي إيثيلين عالي الكثافة قليلاً).
- اختبار التآكل والصدمات: التحقق من صحة الأداء في الظروف الواقعية.
5. التجميع والمعالجة اللاحقة
- الترابط: من الصعب لصق البولي إيثيلين عالي الكثافة UHMWPE، لذلك التثبيت الميكانيكي (براغي أو مسامير أو مسامير) أو مواد لاصقة خاصة (مثل الإيبوكسي للبلاستيك).
- اللحام (استخدام محدود):
- اللحام بالغاز الساخن - ممكن ولكن صعب بسبب انخفاض تدفق الذوبان.
- لحام اللحام التناكبي - تُستخدم لربط أنابيب UHMWPE.
التحديات الرئيسية في تصنيع UHMWPE
- تراكم الحرارة → يمكن أن يسبب التواء أو ذوبان.
- مرونة المواد → يتطلب أدوات حادة لتجنب التشوه.
- توصيل حراري منخفض → التبريد أمر بالغ الأهمية.
تطبيقات قطع UHMWPE المشغولة آليًا
الغرسات الطبية (استبدال المفاصل).
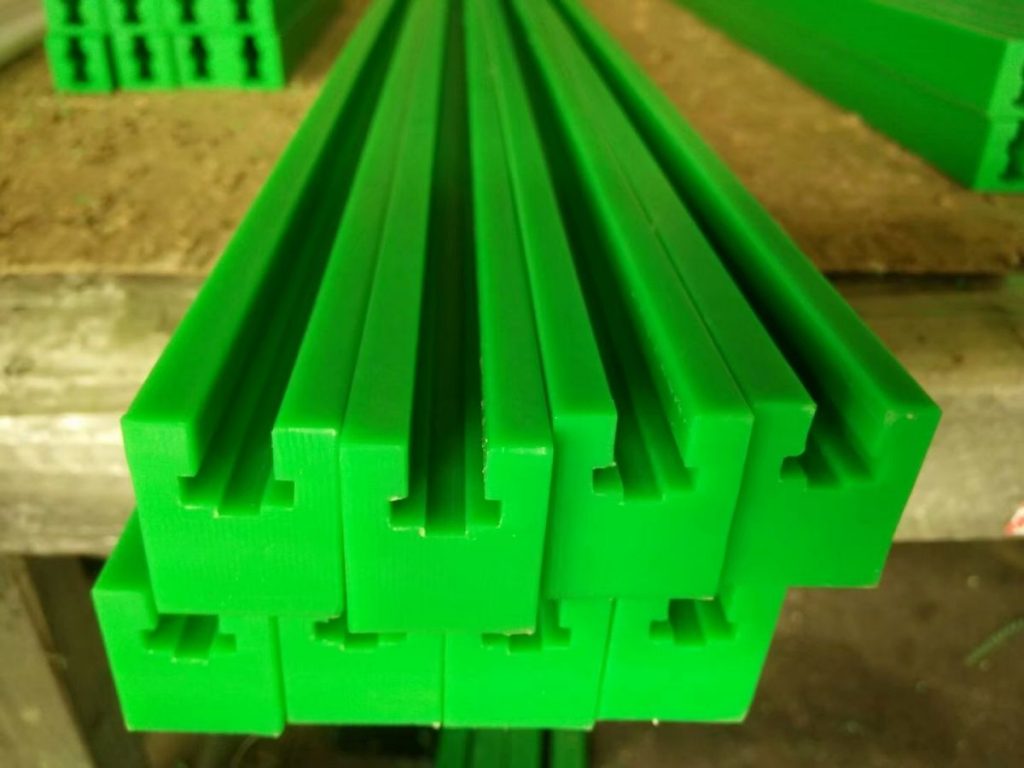
شرائط التآكل والبطانات (الناقلات، المزالق).
البطانات والمحامل (احتكاك منخفض، تشحيم ذاتي).
المكونات البحرية (مصدات الرصيف، ومصدات القوارب).